- NSK滾珠螺桿
- NSK線性滑軌
- NSK定位承載滑台
- NSK精密定位XY滑台
- NSK超大扭矩馬達
- NSK潤滑油脂元件
- PMI滾珠螺桿
- PMI線性滑軌
- PMIKM線性模組
- 直線軸承、軸心式滑軌
- 聯軸器、伺服撓性聯軸器
- 精密鎖定螺帽
螺桿導程精度
高精度的保證PMI之滾珠螺桿是二十多年來所累積製造技術為基礎,從材料、熱處理、設計、生管、品管到出貨,都有一定的處理作業,其制度化的管理讓我們的傳動元件給顧客高度的信賴性。其螺桿與螺帽都在恆溫室內做精密加工,研磨裝配及品管,可保證高精度的品質。
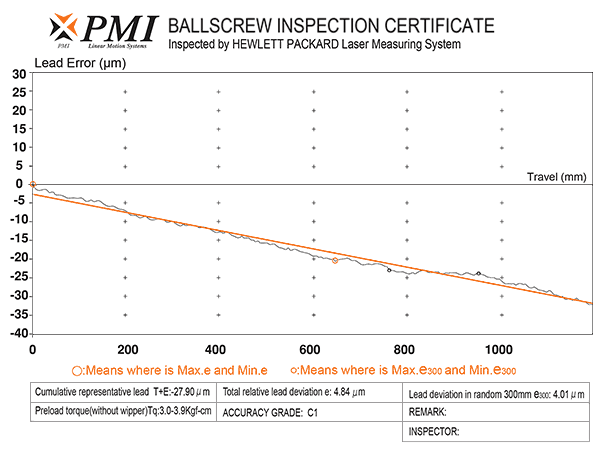
BALLSCREW INSPECTION CERTIFICATE Inspected by HEWLETT PACKARD Laser Measuring System
優異的耐久性及高效率
以累積十多年的滾珠螺桿生產技術,採用德製鋼材施以特有之處理及研磨技術,可供給耐久性優異的滾珠螺桿。滾珠螺桿其運轉是靠螺帽內的鋼珠作滾動運動,比傳統滑動螺桿有更高的效率,所需的扭矩只有傳統滑動螺桿的1/3以下所以可輕易地將直線運動轉變為回轉運動。
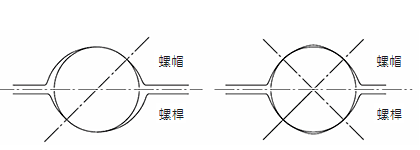
無背隙與高剛性
滾珠螺桿採用哥德式(Gothic arch)溝槽形狀使鋼珠與溝槽能有最佳接觸以便輕易運轉若加入適當的預壓力,消除軸方向間隙,可使滾珠螺桿有更佳的剛性,減少滾珠和螺帽螺桿間的彈性變形,達到更高的精度。
|
無背隙與高剛性 |
哥德式螺紋 |
導程精度
導程精度精密滾珠螺桿,以JIS規格為基準,各特性之定義與容許值。
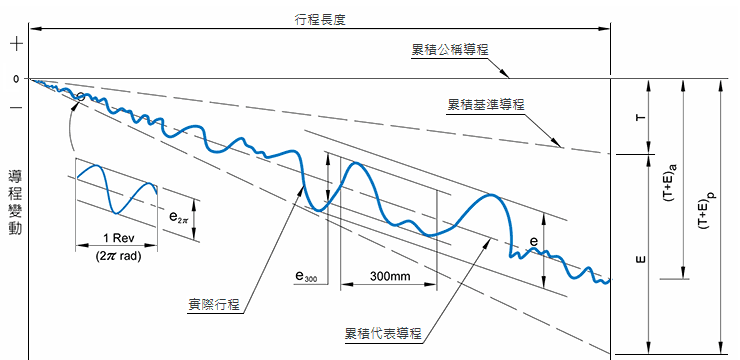
導程量測曲線
| T+E | 累積代表導程 | 為一直線,代表實際累積導程的傾向。 這是以雷射檢測後的數據經最小平方值方法算出。 |
| P | 容許值。 | |
| a | 實際測量值。 | |
| T | 累積基準導程指定目標值 | 在有效螺紋範圍內,累積基準導程減累積公稱導程的差謂之。亦即考慮運轉時之熱膨脹、彈性變形等因素,而事先將累積公稱導程於正負方向加以補正,並據此製作螺桿。其值依實驗或經驗而定。 |
| E | 累積代表導程之誤差 | 累積代表導程減累積基準導程的值。此值可有正負值。 |
| e | 變動 | 在有效螺紋長度範圍內的最大幅寬。 |
| e300 | 在有效螺紋長度範圍內任取300mm的最大幅寬。 | |
| e2π | 螺桿轉動一圈的範圍內,螺帽對應於任意的迴轉角的軸方向移動量的實測值與基準值的差的最大幅寬。 |
累積導程的誤差(±E)和變動(e)的容許值 (單位 μm)
| 有 效 螺 紋 長 度 mm | 精密等級 | Co | C1 | C2 | C3 | C4 | C5 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 超過 | 以下 | E | e | E | e | E | e | E | e | E | e | E | e | |
| 315 | 4 | 3.5 | 6 | 5 | 8 | 7 | 12 | 8 | 12 | 12 | 23 | 18 | ||
| 315 | 400 | 5 | 3.5 | 7 | 5 | 9 | 7 | 13 | 10 | 14 | 12 | 25 | 20 | |
| 400 | 500 | 6 | 4 | 8 | 5 | 10 | 7 | 15 | 10 | 16 | 12 | 27 | 20 | |
| 500 | 630 | 6 | 4 | 9 | 6 | 11 | 8 | 16 | 12 | 18 | 14 | 30 | 23 | |
| 630 | 800 | 7 | 5 | 10 | 7 | 13 | 9 | 18 | 13 | 20 | 14 | 35 | 25 | |
| 800 | 1000 | 8 | 6 | 11 | 8 | 15 | 10 | 21 | 15 | 22 | 16 | 40 | 27 | |
| 1000 | 1250 | 9 | 6 | 13 | 9 | 18 | 11 | 24 | 16 | 25 | 18 | 46 | 30 | |
| 1250 | 1600 | 11 | 7 | 15 | 10 | 21 | 13 | 29 | 18 | 29 | 20 | 54 | 35 | |
| 1600 | 2000 | 18 | 11 | 25 | 15 | 35 | 21 | 35 | 22 | 65 | 40 | |||
| 2000 | 2500 | 22 | 13 | 30 | 18 | 41 | 24 | 41 | 25 | 77 | 46 | |||
| 2500 | 3150 | 26 | 15 | 36 | 21 | 50 | 29 | 50 | 29 | 93 | 54 | |||
| 3150 | 4000 | 32 | 18 | 44 | 25 | 60 | 35 | 62 | 35 | 115 | 65 | |||
| 4000 | 5000 | 52 | 30 | 72 | 41 | 76 | 41 | 140 | 77 | |||||
| 5000 | 6300 | 65 | 36 | 90 | 50 | 95 | 50 | 170 | 93 | |||||
| 6300 | 8000 | 110 | 62 | 120 | 62 | 210 | 115 | |||||||
| 8000 | 10000 | 157 | 75 | 260 | 140 | |||||||||
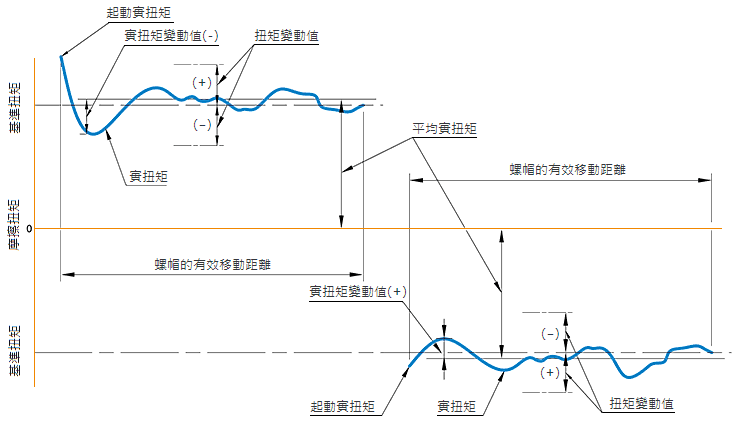
預壓扭矩
轉動施有預壓之滾珠螺桿時,所產生之預壓扭矩的名詞如下圖所示。預壓扭矩變動率的容許範圍是以JIS規格規基準。
如下表扭矩變動率的容許範圍所示。
| 預壓 | 目的是為了消除滾珠螺桿的背隙和增加剛性。 |
| 預壓扭矩 | 依所定之預壓加於滾珠螺桿後,在外部無負載的狀態下,連續轉動螺桿或螺帽所需之扭矩。 |
| 基準扭矩 | 為一目標值。即在目標中所設定的預壓扭矩。 |
| 扭矩變動值 | 基準扭矩的變動值,有正負之分。 |
| 扭矩變動率 | 基準扭矩和扭矩變動值的比率。 |
| 實扭矩 | 滾珠螺桿實際測量所得之預壓扭矩。 |
| 平均富扭矩 | 有效螺紋長度內,螺帽做往復運動所測得之最大富扭矩與最小實扭矩做算術平均數所得之值。 |
| 實扭矩變動值 | 有效螺紋長度內,螺帽儆往復運動所測得之最大變動值,相對於平均胃扭矩有正負之分。 |
| 實扭矩變動率 | 平均冒扭矩和實扭矩變動值的比率。 |
扭矩變動率的容許範圍
| 基準扭矩 | 有效螺紋長度 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 4000以下 | 4000(含)以上10000以下 | |||||||||||
| 細長比 40以下 | 細長比 60以下 | |||||||||||
| 等級 | 等級 | 等級 | ||||||||||
| 超過 | 以下 | C0 | C1 | C3 | C5 | C0 | C1 | C3 | C5 | C1 | C3 | C5 |
| 2 | 4 | ±30% | ±35% | ±40% | ±50% | ±40% | ±40% | ±50% | ±60% | |||
| 4 | 6 | ±25% | ±30% | ±35% | ±40% | ±35% | ±35% | ±40% | ±45% | |||
| 6 | 10 | ±20% | ±25% | ±30% | ±35% | ±30% | ±30% | ±35% | ±40% | ±40% | ±45% | |
| 10 | 25 | ±15% | ±20% | ±25% | ±30% | ±25% | ±25% | ±30% | ±35% | ±35% | ±40% | |
| 25 | 63 | ±10% | ±15% | ±20% | ±25% | ±20% | ±20% | ±25% | ±30% | ±30% | ±35% | |
| 63 | 100 | ±15% | ±15% | ±20% | ±20% | ±25% | ±25% | ±30% | ||||