- NSK滾珠螺桿
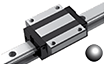
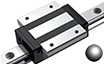
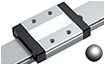
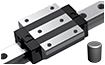
- NSK線性滑軌
- NSK定位承載滑台
- NSK精密定位XY滑台
- NSK超大扭矩馬達
- NSK潤滑油脂元件
- PMI滾珠螺桿
- PMI線性滑軌
- PMIKM線性模組
- 直線軸承、軸心式滑軌
- 聯軸器、伺服撓性聯軸器
- 精密鎖定螺帽
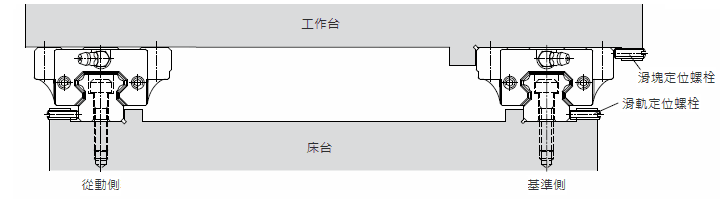
線性滑軌安裝方式
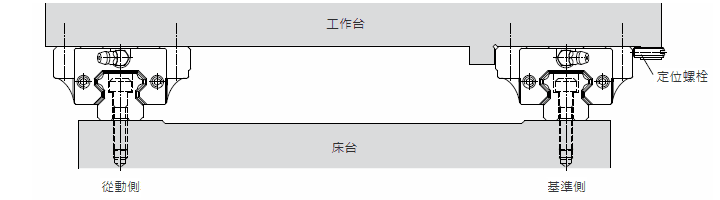
機械中有振動衝擊作用且要求高剛性與高精度時的安裝
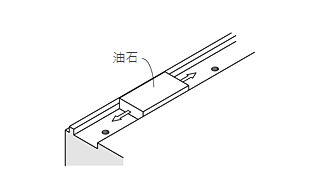
軌道的安裝
| 軌道安裝 1 | 軌道安裝 2 |
|---|---|
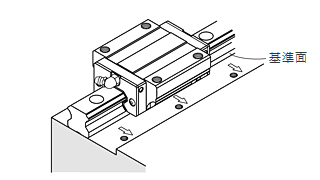
| 安裝前務必要清除床台安裝面上的加工毛邊與污物。 | 將線性滑軌平放於床台,使軌道基準面貼向床台側向安裝面。 |
 |
 |
| 軌道安裝 3 | 軌道安裝 4 |
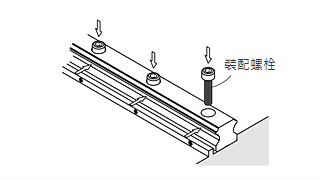
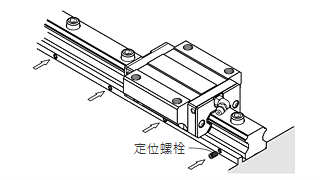
| 將裝配螺栓鎖定,但不完全鎖緊,並使軌道基準面盡量貼緊床台側向安裝面,安裝前請注意螺栓孔與裝配螺栓是否吻合。 | 依序將軌道上之定位螺栓鎖緊,使軌道與床台側向的安裝面緊密貼合。 |
 |
 |
| 軌道安裝 5 | 軌道安裝 6 |
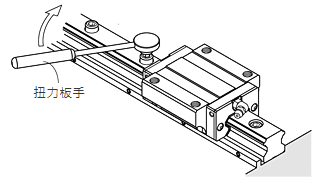
| 使用扭力板手,將裝配螺栓依規定的扭力值鎖緊,裝配螺栓鎖緊順序,由軌道中央向兩端依序鎖緊,可獲得穩定的精度。 其餘配對的軌道安裝依照軌道安裝1至5之步驟的方法安裝。 |
其餘配對的滑軌,依照1至5步驟的方法安裝。 |
 |
滑塊的安裝
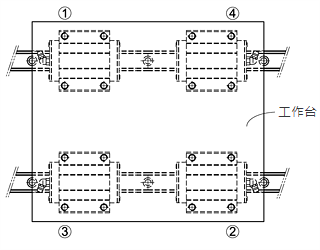 |
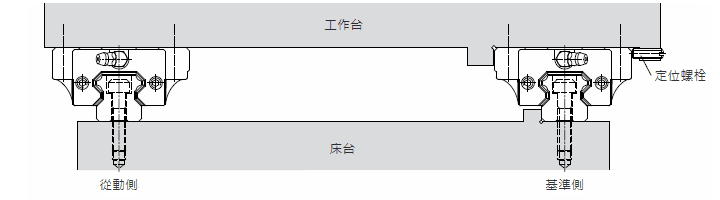
滑塊安裝 1將工作台安裝至滑塊上,鎖定滑塊裝配螺栓,但不完全鎖緊。 滑塊安裝 2使用定位螺栓將滑塊基準面與工作台側向安裝面鎖緊,以定位工作台。 滑塊安裝 3按軌道安裝1至4滑塊對角的順序,鎖緊滑塊裝配螺栓。 |
軌道無定位螺栓的安裝
基準側軌道的安裝
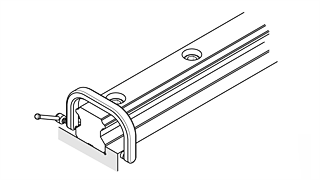 |
將裝配螺栓鎖定,但不完全鎖緊,利用虎鉗將軌道基準面逼緊床台側向安裝面,再使用扭力板手,按規定的扭力值依序鎖緊軌道裝配螺栓。 |
從動側軌道的安裝
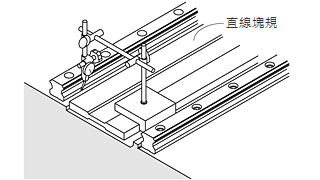
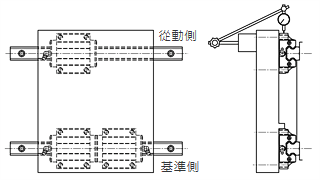
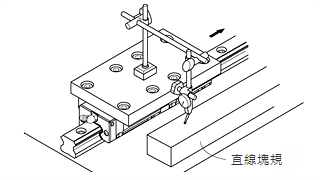
| 直線塊規法 | 移動工作台法 |
|---|---|
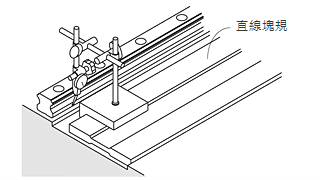
| 使用直線塊規法時將直線塊規置於兩支滑軌之間,使用千分量表將其調整至與基準側滑軌側向基準面平行,然後再以直線規為基準,利用千分量表調整從動側滑軌的直線度,並自軸端依序鎖緊滑軌裝配螺栓。 | 將基準側兩個滑塊固定鎖緊在工作台上,使從動側的滑軌與一個滑塊分別鎖定於床台與工作台上但不完全鎖緊。將千分量表固定於工作台上,並使其測頭接觸從動測滑塊側面,自軸端移動工作台校準從動測滑軌平行度,並同時依序鎖緊裝配螺栓。 |
 |
 |
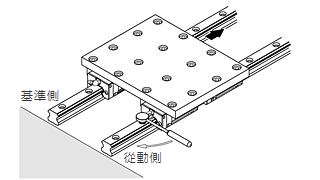
| 仿效基準側軌道法 | 專用工具安裝法 |
| 將基準側的兩個滑塊與從動側的一個滑塊固定鎖緊在工作台上,而從動側的滑軌與其另一個滑塊則分別鎖定於床台與工作台上,但不完全鎖緊。自軸端移動工作台,依據滾動阻力的變化調整從動側滑軌的平行度,並同時依序鎖緊裝配螺栓。 | 使用專用工具,以基準側軌道的側向基準面為基準,自軸端依安裝間隔調整從動側軌道側向基準面的平行度,並同時依序鎖緊裝配螺栓。 |
 |
 |
滑塊的安裝
滑塊的安裝與前述範例相同。
軌道無側向定位面的安裝
基準側軌道的安裝
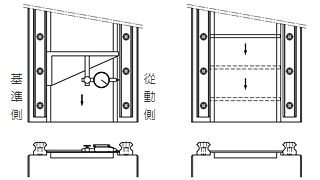
| 利用假基準面法 | 直線塊規法 |
|---|---|
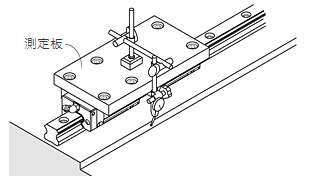
| 將兩個滑塊靠緊並固定於測定平板上,以軌道安裝附近設定的床台基準面為基準,使用千分量表,自軸端開始校準軌道直線度,並同時依序鎖緊裝配螺栓。 | 先用裝配螺栓將軌道鎖定於床台上,但不完全鎖緊,以直線塊規為基準,使用千分量表,自軸端開始校準軌道直線度,並同時依序鎖緊裝配螺栓。 |
 |
 |
滑塊的安裝
從動側軌道與滑塊的安裝與前述範例相同。
安裝後的精度測定方法
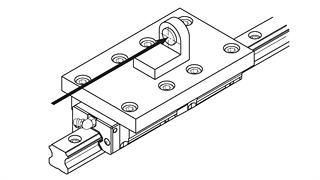
測量單一滑軌的行走精度,可以將兩個滑塊靠緊並固定於測定平板上,利用自動準直儀或千分量表來量測其精度。
當使用千分量表測定時,直線塊規的擺放應儘量靠近滑塊位置,以確保量測的正確性。
| 自動準直儀測定法 | 千分量表測定法 |
|---|---|
 |
 |
軌道裝配螺栓的鎖緊力矩建議值
安裝滑軌時裝配螺栓的鎖緊力大小會影響整體的組裝精度,所以鎖緊力的均勻度非常重要,建議以扭力板手依照下表的力矩值鎖緊裝配螺栓。不同材質的安裝面,其鎖緊的螺栓力矩值不同。
| 螺栓公稱型號 | M2 | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 鎖緊力矩值 | 鐵件 | 0.6 | 2 | 4 | 8.8 | 13.7 | 30 | 68 | 120 | 157 | 196 | 382 |
| 鑄件 | 0.4 | 1.3 | 2.7 | 5.9 | 9.2 | 20 | 45 | 78 | 105 | 131 | 255 | |
| 鋁合金件 | 0.3 | 1 | 2 | 4.4 | 6.8 | 15 | 33 | 58 | 78 | 98 | 191 | |
| (單位:N-m) 1 N-m = 0.738 lbf-ft | ||||||||||||